Crimping Process Sheet Metal
Working With Sheet Metal

Swaging Machine Beading Machine Model Sw63 Youtube

Forming Operations And Terms

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Making Crimp Plate Using Sheet Metal Autodesk Community Inventor

Sheet Metal Crimping And Beading Combination Machine

More product info on the wuko 5000.
Crimping process sheet metal.

Metal Joints Nikolajovicic
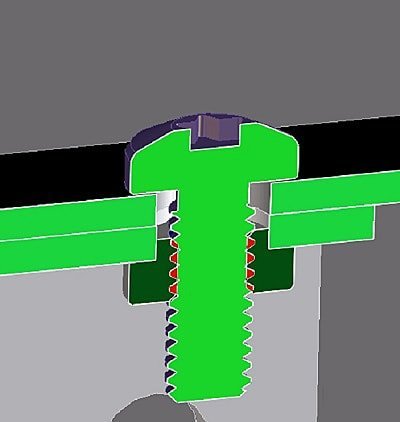
6 Types Of Sheet Metal Joining Techniques Machinemfg
Http Repository Lib Ncsu Edu Bitstream 1840 2 2308 1 Optimization 20with 20manas Pdf

Using The Wallboard Tools Stud Crimpers Youtube

Beading Crimping And Offsetting Sheet Metal Youtube

Sheet Metal Tool Modification Ganoksin Jewelry Making Community Sheet Metal Tools Metal Tools Metal Bending Tools

Bending Course Technique Of Working Sheet Metals Pipes And Sections Trainees Handbook Of Lessons 5 Bending Techniques

Sheet Metal Hand Flange And Punch Tool Crimping Pliers Pliers Amazon Com

How To Make A Quality Crimped Joint 6 Steps With Pictures Instructables

Vintage Pexto No 2 A Crimping Tool Antique Sheet Metal Tool Replaceable Blade Crimping Tool Sheet Metal Tools Metal Tools

Metal Stamping Die Projects Vortool Manufacturing

Industrial 48 Hand Brake Sheet Metal Bender Bending 36 In 2020 Hvac Tools Sheet Metal Tools Sheet Metal Hand Tools

Fabrication Of Edges Joints Seams And Notches Sheet Metal Metal Projects Metal Working

Pexto 622 Rotary Machine Bead Roller Hvac Sheet Metal Fabrication Sheet Metal Fabrication Sheet Metal Metal Fabrication

Stw
Just Click The Link For The Easiest Information And Tips Metal Working Projects Metalworkingproje Jewelry Techniques Soldering Jewelry Metal Working Projects

How To Make Ho Scale Metal Roofing Scalemodelplans Com

Diy Sheet Metal Bending Brake Metal Bending Tools Metal Bending Sheet Metal Brake
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrmkops2m Hrzdbgzg8rfnylxci4ib1pdtrjmryutt9jgigdls7 Usqp Cau
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsqddymkrwom1h Zt17dxl2l A6550pw7y2 Q Usqp Cau

Multi Function Wire Crimpers Engineering Ratchet Terminal Crimping Pliers Video Homemade Tools Garage Tools Electrical Tools

Malco Snaplock Punch For Sheet Metal Sheet Metal Hand Tools Sheet Metal Sheet Metal Tools

How To Build Your Own Spot Welder Spot Welder Spot Welding Welding Flux

Sheet Metal Working Machines Wmv Sheet Metal Fabrication Sheet Metal Metal Working
Source : pinterest.com
